История завода «Турбодеталь» в Наро-Фоминске официально началась в 1986 году. И импортозамещение стало одной из главных причин его создания. Да-да, санкции появились не сегодня и не вчера, и кто-то сделал выводы, а кто-то нет. Рассказываю о заводе и о том, что и как тут производят.

При СССР были запущены крупные газопроводы в Европу. В 1970-1980-х начался бурный рост поставок. На первых порах страна очень зависела от импортного оборудования для перекачки газа. Приходилось закупать не только газовые турбины, но и дорогостоящие детали для их ремонта. Но вопрос был не только в деньгах, но в зависимости отрасли от импортных деталей для ремонта газоперекачивающих агрегатов.


Самые прозорливые инженеры СССР задались целью построить завод для выпуска одних из самых сложных и быстроизнашивающихся деталей турбин — лопаток. Это было непросто, но сделано. Завод был запущен в 1986 году в Наро-Фоминске.

Для того, чтобы понять сложность производства, нужно немного представить условия, в которых работают лопатки турбины. В зоне горения температура газов достигает 1300…2000° С, потом поток газов поступает на лопатки турбины. Такие температуры не выдерживают даже жаропрочные сплавы.
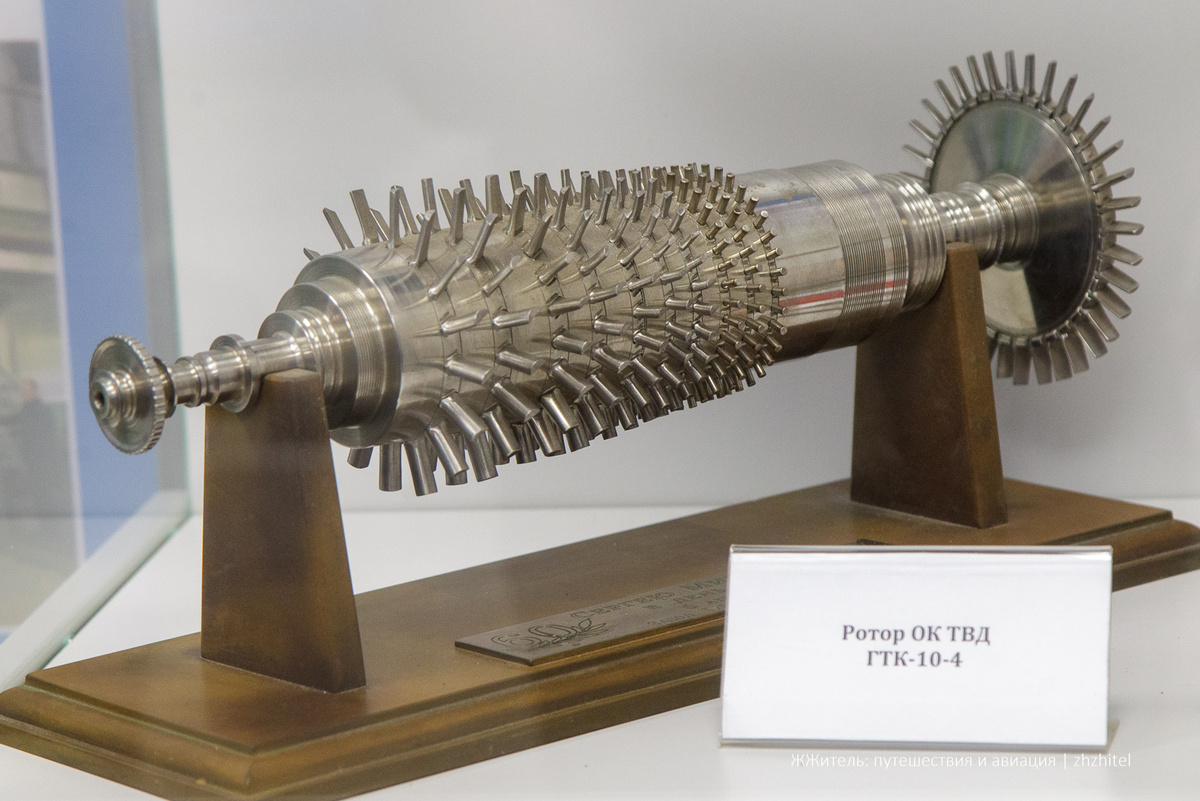
Конструкторы используют различные ухищрения в виде сложной системы охлаждения изнутри самих лопаток и комплексы покрытия для защиты наружных поверхностей лопаток от воздействия высоких температур и сульфидной коррозии. Добавьте сюда, что нужно соблюдать точные геометрические размеры и форму. В результате получается, что лопатки для турбин — очень сложные и высокотехнологичные детали, производить которые даже сегодня могут всего лишь несколько стран в мире. Россия одна из них.

Для того, чтобы освоить самостоятельное производство лопаток, в Советском Союзе знакомились с импортными технологиями, закупали передовое оборудование и приглашали ведущих зарубежных специалистов. Было четкое понимание, что нужно обеспечить самостоятельное производство рабочих лопаток. Так и получилось. Особенно четко осознание пришло, когда против СССР были введены санкции. К этому времени в Наро-Фоминске уже были проделаны основные работы.

Строительство завода, освоившего выпуск рабочих лопаток для газовых турбин во многом заслуга первого директора завода «Турбодеталь» Ильи Игоревича Соколовского. Сейчас завод носит его имя, а перед заводом стоит бюст основателя.


Технология производства лопаток
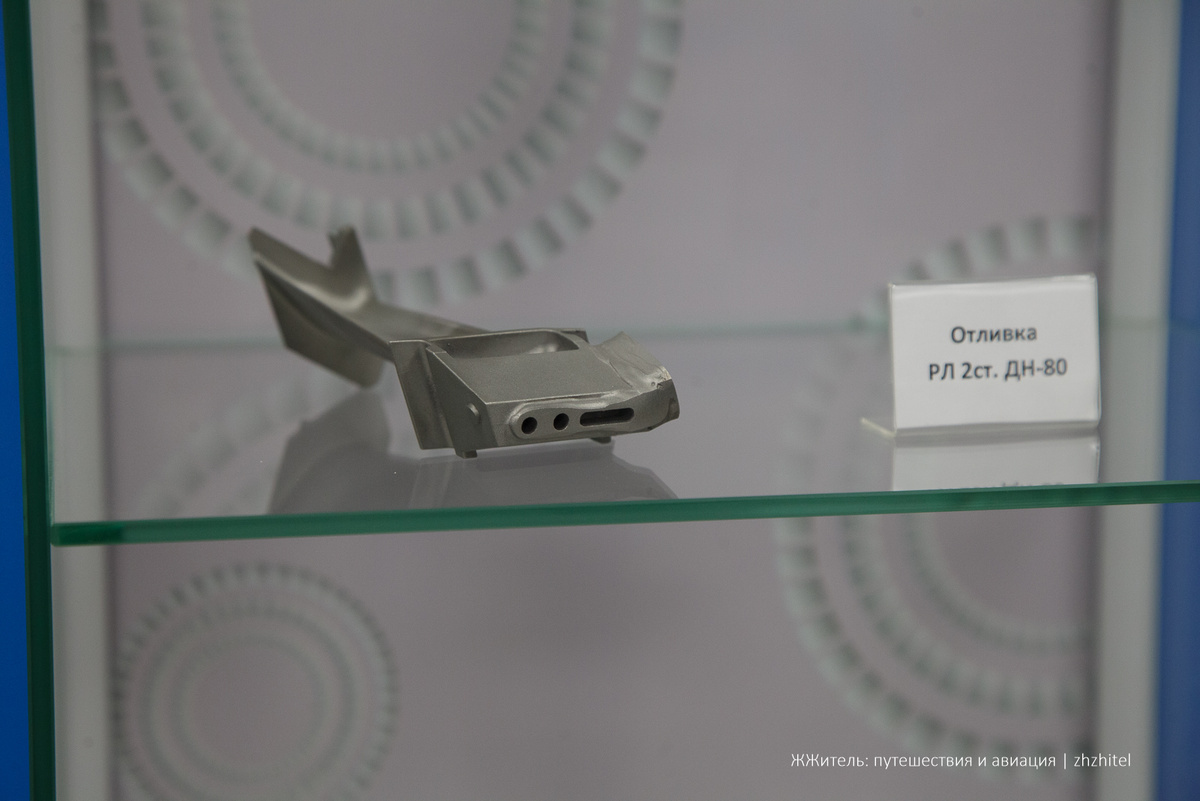
На первый взгляд, лопатки выглядят просто. Но если посмотреть на них в разрезе, то увидите сложную систему каналов. Произвести такие лопатки из жаропрочных сплавов — очень сложная задача. Для этого используется точное литьё.


Всё начинается с изготовления керамических стержней, которые образуют в лопатках охлаждаемые внутренние полости.

Стержни прессуют на инжекционном прессе из керамического шликера на основе плавленого кварца. Затем стержни сушат, обжигают и зачищают.

Керамические стержни проходят пропитку специальным составом и дополнительный контроль. После этого они готовы к запресовке в восковые модели.

Стержни готовы. Переходим к моделям для литья. Восковые модели производятся на отдельном кондиционируемом участке.
Специальный воск для производства моделей больше похож на пластмассу, чем на материал, из которого делают свечи. А в виде поставляемых гранул вообще похож на сушеный горох. У материала много специальных свойств, одно из важнейших — минимальная усадка при охлаждении.

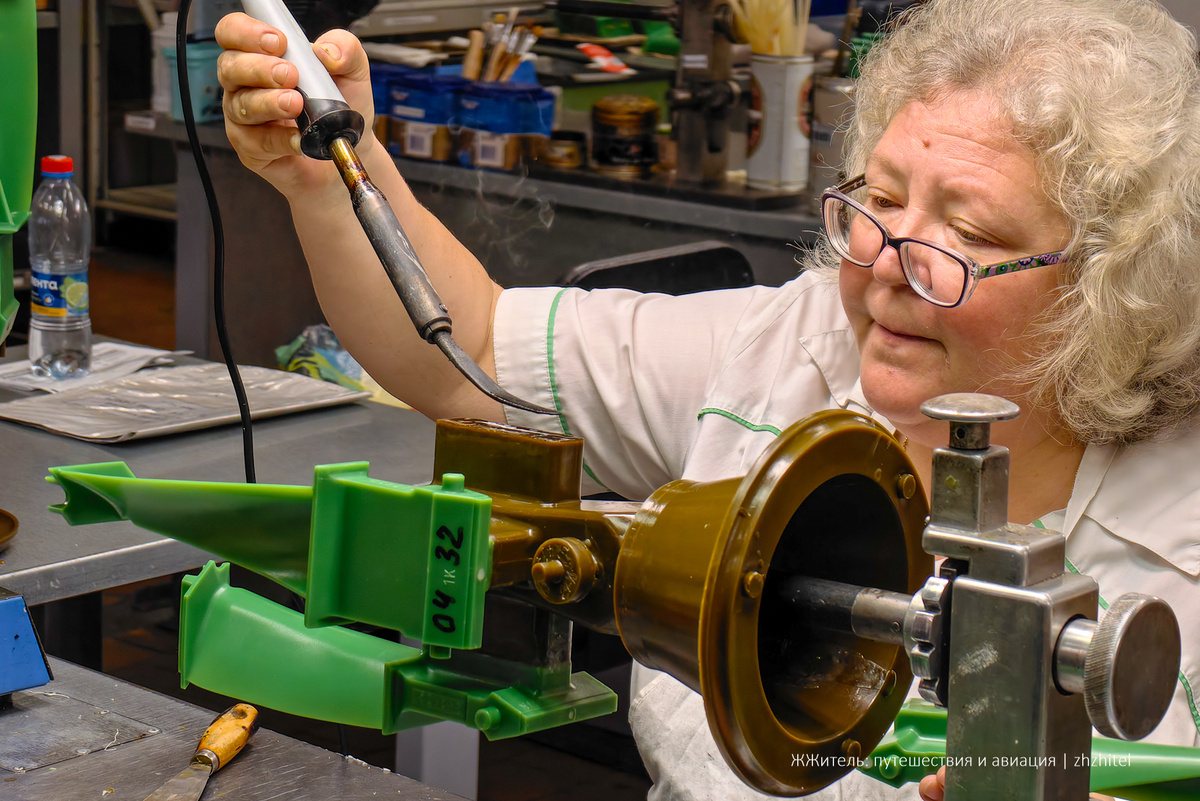
Перед запрессовкой моделей в пресс-форму устанавливается керамический стержень. Модели проходят визуальный и иные типы контроля. Точность важна на каждом этапе.

Восковые модели образуют собой модельные блоки на несколько лопаток. Также в них есть форма для литниковых чаш, через которые будут заливать металл. После затвердевания воска блоки обезжириваются для последующего нанесения слоев керамики.

Далее очень интересный процесс: керамические формы, в которые заливается металл, изготавливают послойным нанесением керамической суспензии на модельные блоки и обсыпкой их в специальных автоматических камерах.

Упрощая, можно представить, что восковые модели окунают в клей, похожий на канцелярский, затем обсыпают порошком, сушат, и так несколько раз.

Есть несколько линий. Нюансы отличаются, но суть одна: на восковую модель наносят несколько слоев порошка.
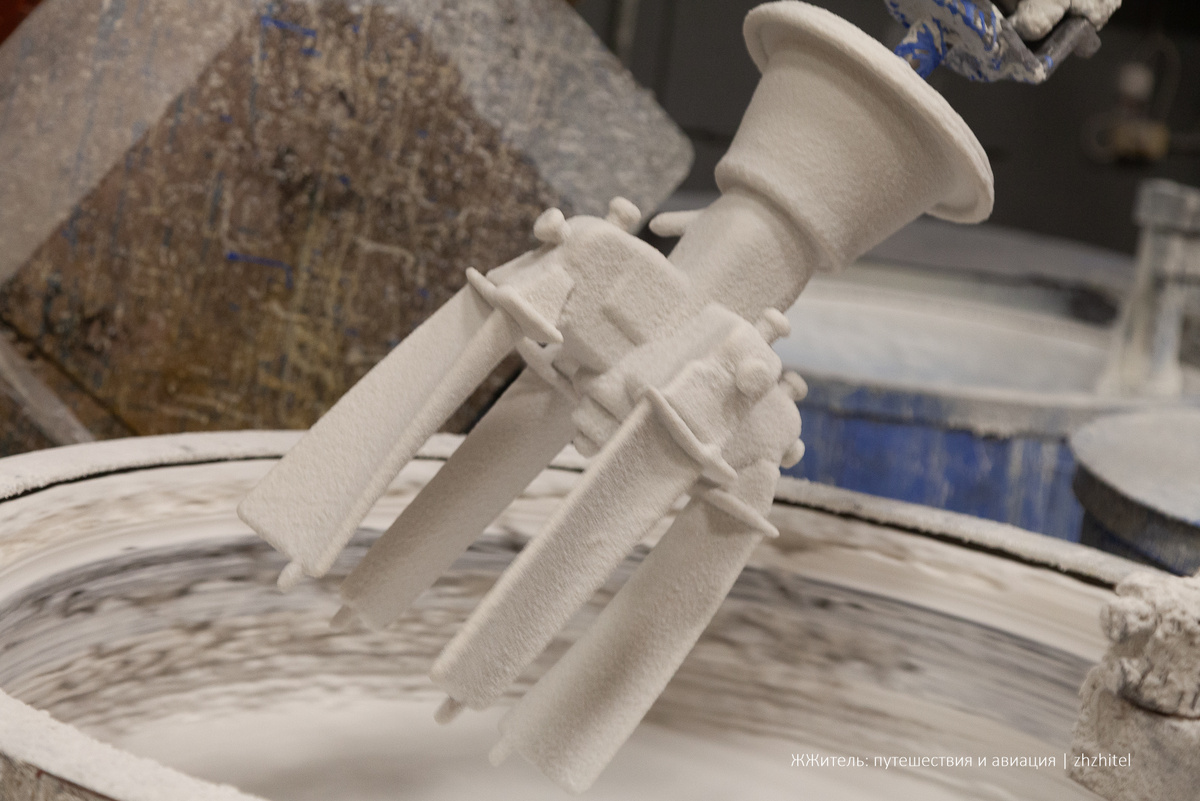
Получается точная керамическая форма, внутри которой пока находится восковая модель, а внутри модели вставлен керамический стержень.

Далее воск вытапливается в бойлерклаве, а остатки воска выжигаются при предварительном прокаливании формы.

Заливка производится в горячие керамические формы в вакуумной плавильно-заливочной машине.

После кристаллизации сплава форму извлекают из плавильной установки на стол для охлаждения. Чтобы в процесс охлаждения отливки металл не охлаждался слишком быстро, форму оборачивают огнеупорным теплоизоляционным материалом. Это нужно для повышения качества отливок.

Дальнейшая обработка происходит после охлаждения форм до температуры воздуха в цеху. Наружную керамическую оболочку удаляют.

Остатки керамики с наружных поверхностей удаляют при помощи струйно-абразивной обработки.
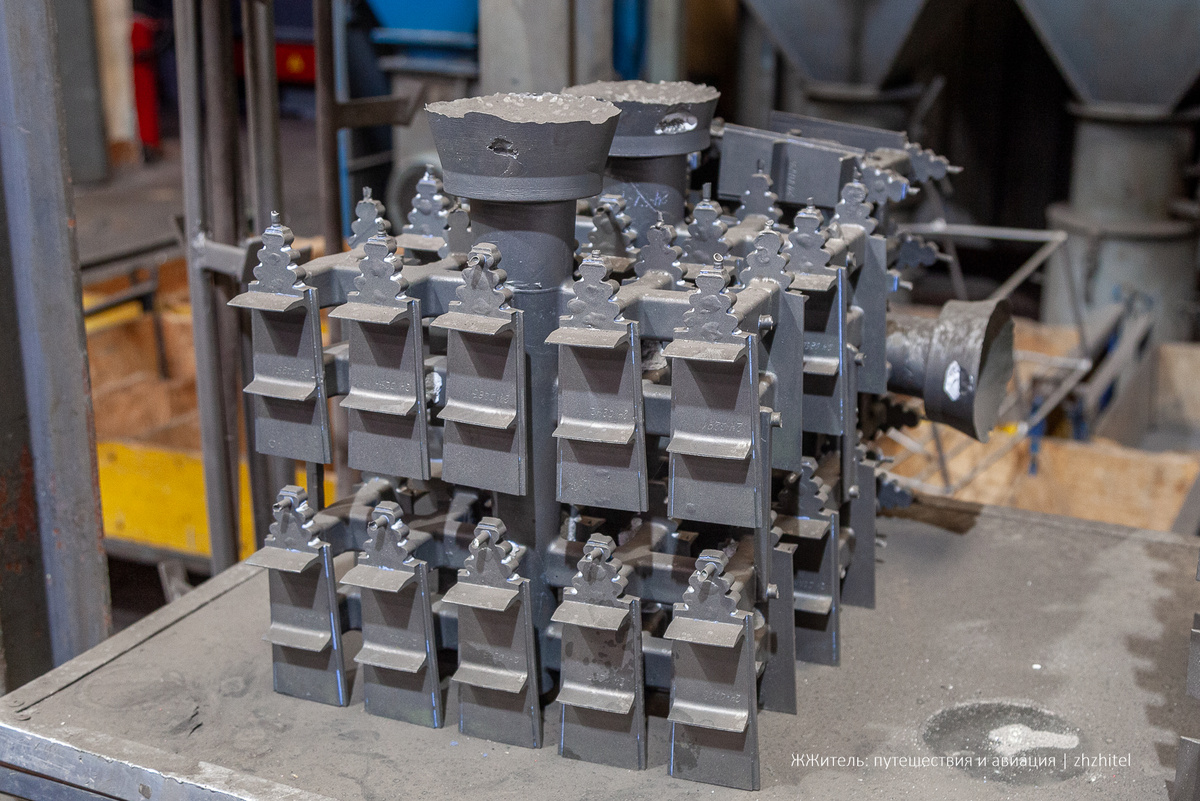
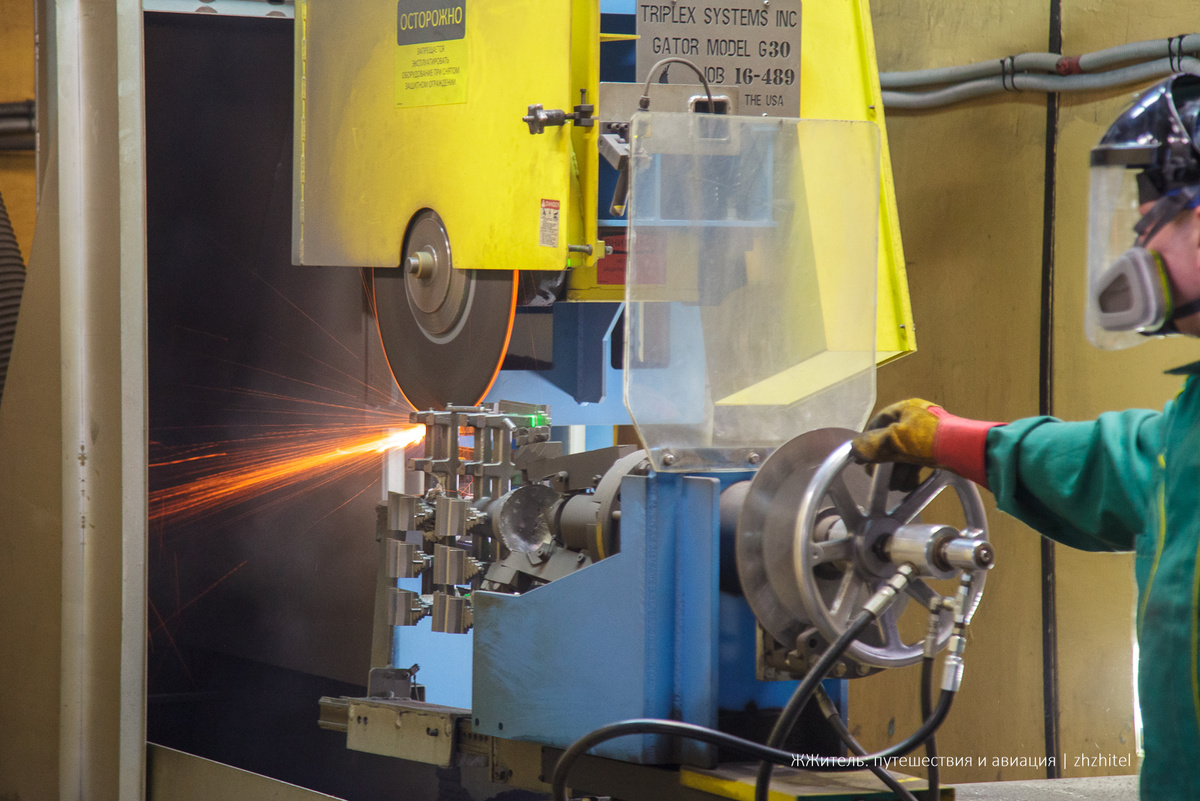
Отливки отрезают от блока.

Теперь осталось удалить внутренний керамический стержень. От него избавляются в растворе щелочи в автоклаве.

Готовую отливку контролируют по различным параметрам по химическому составу, по геометрии, по макроструктуре, они проходят люминесцентный контроль и рентгеновскую дефектоскопию.



Дальше отливки поступают либо на другие заводы, либо проходят дополнительную механическую обработку на месте. Внешние размеры контролируются оптической измерительной системой и контрольно-измерительными приборами, толщину стенок отливок контролируют с помощью ультразвука.

Для обработки профилей хвостовика и других поверхностей рабочих лопаток используются фрезерные и шлифовальные станки с контролем соответствия размеров и качества поверхности после выполнения каждой операции.

На выходе получается готовая металлическая лопатка, но технологический процесс еще не окончен. Методом ионно-плазменного напыления на них наносятся покрытия для дополнительной защиты от воздействия высоких температур.

Лопатки и отливки проходят термообработку с регулируемой скоростью охлаждения.

Готовые лопатки взвешиваются и распределяются в комплекты с учетом балансировки.

Итоги
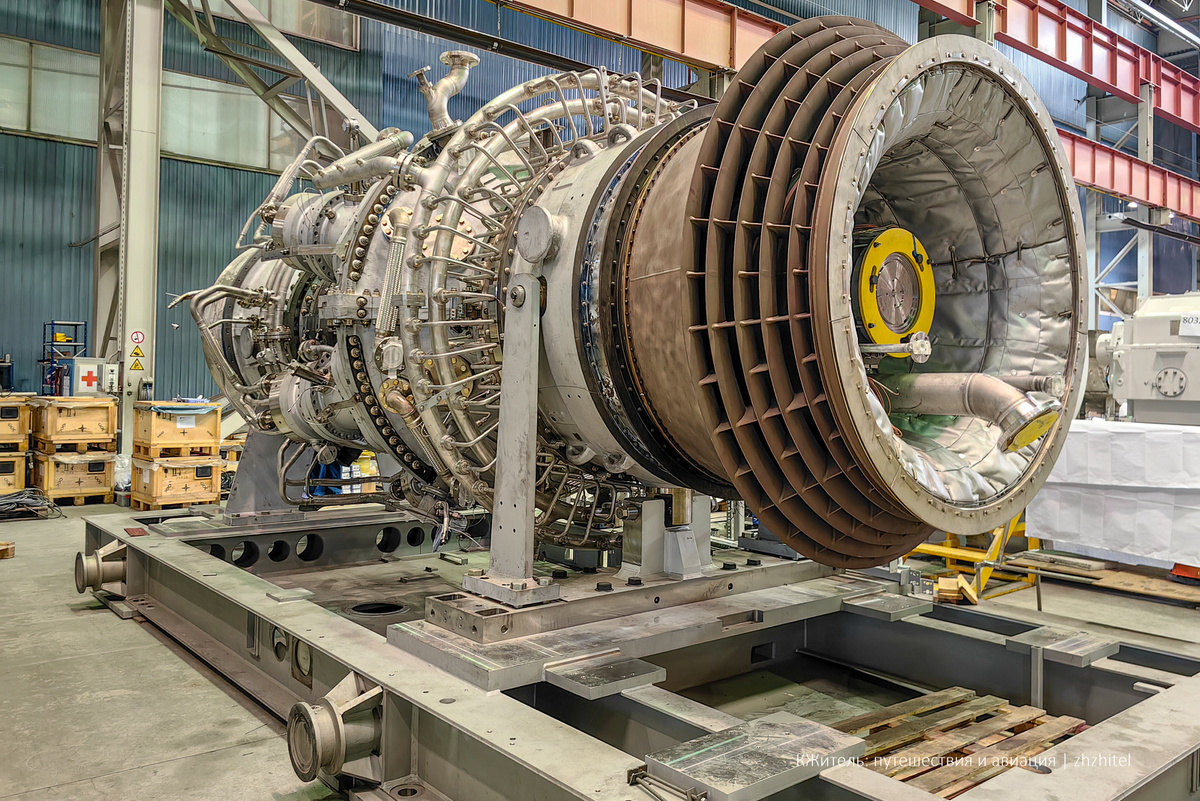
Сейчас завод «Турбодеталь» входит в структуру «Газпром энергохолдинг индустриальные активы». В Наро-Фоминске выпускают более 60 видов лопаток и отливок для их изготовления как для ремонта импортных газовых турбин, так и для ремонта и производства отечественных газовых турбин. В частности, рабочие лопатки поставляют на «Невский завод» в Санкт-Петербурге и на «Тюменский моторостроитель» в Сибири.

Завод «Турбодеталь» позволяет функционировать газотранспортной системе внутри России и газопроводам, ведущим за рубеж. То, что импортозамещением производства лопаток озаботились еще в конце 1970-х — 1980-х годах, позволило обеспечить бесперебойную работу всей газовой отрасли и во времена СССР, и в сложные 90-е, и в наши дни.
Сегодня Россия не зависит от зарубежных поставок лопаток для турбин газоперекачивающих агрегатов, сама производит оборудование и обеспечивает полный ремонт уже имеющегося. По-моему, завод «Турбодеталь» — это отличный пример того, как должно работать импортозамещение. Это процесс небыстрый и не самый дешевый, но в стратегических отраслях необходимый.